

GB/T 22459.4-2022 耐火泥浆 第4部分:常温抗折粘接强度试验方法
- 发表时间:2022-11-27
- 来源:共立消防
- 人气:
1 范围
本文件规定了耐火泥浆常温抗折粘接强度试验方法的原理、仪器设备、取样及试块制备、试验程序、结果计算和试验报告。
本文件适用于耐火泥浆粘接耐火砖后(经过烘干和/或烧成)粘接面的抗折粘接强度的测定。
2 规范性引用文件
下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 4513.2 不定形耐火材料 第2部分:取样(GB/T 4513.2-2017,ISO 1927-2:2012,IDT)
GB/T 8170 数值修约规则与极限数值的表示和判定
GB/T 18930 耐火材料术语(GB/T 18930-2020,ISO 836:2001,MOD)
GB/T 22459.1 耐火泥浆 第1部分:稠度试验方法(锥入度法)(GB/T 22459.1-2022,ISO 13765-1:2004,MOD)
GB/T 22459.2 耐火泥浆 第2部分:稠度试验方法(跳桌法)(GB/T 22459.2-2022,ISO 13765-2:2004,MOD)
3 术语和定义
GB/T 18930界定的术语和定义适用于本文件。
4 原理
用被检测的耐火泥浆将两块耐火砖试块粘接成规定尺寸的试件,经烘干和/或烧成后,在室温下,按规定加荷速率在试件粘接面施加弯曲应力,直至粘接面断裂。
5 仪器设备
5.1 加荷装置:加荷装置由3个平行的刀口构成(见图1),分别为一个加荷刀口和两条支撑刀口,加荷刀口在两支撑刀口的中间,偏差1mm以内,且垂直于试样长度方向。刀口长度应比试样宽度(b)至少大5mm。两支撑刀口位于中间支撑块上,中间支撑块底面是圆柱面的一部分,当试样在垂直面上稍有偏斜时可独立调节每个支撑刀口(见图2)。也可以固定一个支撑刀口,使另一个支撑刀口和加荷刀口能在垂直面上调节。
支撑刀口间距Ls和刀口曲率半径R的值,试件横端面之间的平行度以及试件上下表面之间的平行度的允许误差见表1。加荷装置应能在试件的中间按一定的加荷速率均匀施加荷载,并有能记录或
指示其断裂载荷的仪器,测力示值误差应在±2%以内,加荷速率的规定见表1。
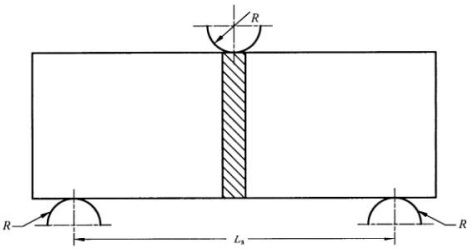
说明:
Ls——支撑刀口间距;
R——刀口曲率半径。
图1 试样加荷示意图
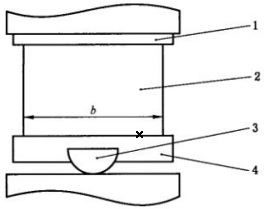
说明:
1——加荷刀口;
2——试样;
3——中间支撑块;
4——支撑刀口;
b——试样宽度。
图2 加荷装置示意图
表1 试块尺寸、允许偏差和加荷速率等
试块尺寸 长×宽×高(lxbxh)/mm | 宽b、高h 允许偏差/mm | 横端面平行度允许偏差/mm | 上下表面平行度允许偏差/mm | 支撑刀 口间距 L./mm | 刀口曲率半径R/mm | 加荷速率/(N·s-1) | |
致密定形 | 隔热定形 | ||||||
115×114×75 | - | - | - | 180±1 | 15±0.5 | 360±37 | 120±12 |
115×114×65 | - | - | - | 180±1 | 15±0.5 | 270±27 | 6千06 |
(65~75)×40×40 | ±1 | ±0.15 | ±0.25 | 125±1 | 4±0.5 | 51±5.1 | 17±1.7 |
(57~75)×40×40 | ±1 | ±0.15 | ±0.25 | 100±1 | 4±0.5 | 64±6.4 | 21±2.1 |
注:采用不同尺寸的试样或不同支撑刀口间距的测量结果不能直接比较。 | |||||||
5.2 搅拌机:符合GB/T 22459.1的规定。
5.3 干燥箱:能满足110℃±5℃温度控制。
5.4 测量稠度的设备:符合GB/T 22459.1规定的锥入度仪或符合GB/T 22459.2规定的跳桌。
5.5 天平:最小分度值不大于1g。
5.6 卡尺:最小分度值不大于0.1mm。
5.7 加热炉:能满足7.3规定的加热要求。
5.8 切割工具。
6 取样及试块制备
6.1 取样
按GB/T 4513.2的规定取样或由相关方协商。
6.2 试块制备
6.2.1 试块尺寸见表1,实际使用的试块尺寸应由试验相关方在试验前协商。
6.2.2 试块数量:10块。用于粘接成型同一试件的两块试块,粘接面对应的尺寸偏差不超过0.5mm。
6.2.3 根据表1中规定的尺寸和允许偏差从供试验用的耐火砖上切取试块。试块上相邻的棱应相互垂直,角应为直角,表面应平整,无裂纹,粘接面应清洁。每个试块应有一个用于粘接的原砖面。试验中所用的耐火砖,宜与被测泥浆相配且随耐火泥浆一起提供,或由试验相关方协商一致。
6.2.4 将试块置于干燥箱中在110℃±5℃下干燥8h或以上,然后自然冷却至室温。
7 试验程序
7.1 试件制备
7.1.1 试验前,试料应在18℃~22℃下放置24h。试验时,试验室温度和加入的水(或规定的液体)温度应保持在18℃~22℃。
7.1.2 干粉泥浆,取样1.5kg,根据稠度要求,按GB/T 22459.1或GB/T 22459.2的规定加水(或规定的液体)混合搅拌,达到要求的稠度值,记录加水(或规定液体)质量分数。在需要外加剂的情况下,按产品使用说明加入外加剂,搅拌均匀,并记录加入量。预搅拌泥浆应将包装容器中的全部泥浆混合均匀,取样1kg。
7.1.3 将泥浆密封放置30min后,再搅拌均匀,第2次搅拌时间一般不少于2min,或根据产品使用说明操作。测定并记录稠度值。
7.1.4 取一对干燥后的试块,将搅拌均匀的泥浆涂抹在两个试块用于粘接的原砖面上,刮去泥浆,随后再将泥浆涂抹在这两个原砖面上。随即粘接两个泥浆涂抹面(见图3)。用力压住试块两端同时横向揉动以挤出多余的泥浆,刮去被挤出的多余泥浆,做成2mm±0.5mm的砖缝(协商约定的厚度除外)。不能扭动试件,试块间错位应不超过0.5mm。
7.1.5 重复7.1.4的操作,使用10块试块制作5个试件。
7.2 试件干燥
7.2.1 试件在室温下自然干燥24h,试件放置时,放置面应平行于泥浆粘接面(即直立放置)。
7.2.2 小心地将自然干燥的试件直立放进干燥箱。升温至65℃±5℃,保温4h。然后升温至110℃±5℃,保温24h。
以上为标准部分内容,如需看标准全文,请到相关授权网站购买标准正版。
-
 IG541混合气体灭火系统
IG541混合气体灭火系统:IG-541灭火系统采用的IG-541混合气体灭火剂是由大气层中的氮气(N2)、氩气(Ar)和二氧化碳(CO2)三种气体分别以52%、40%、8%的比例混合而成的一种灭火剂
IG541混合气体灭火系统
IG541混合气体灭火系统:IG-541灭火系统采用的IG-541混合气体灭火剂是由大气层中的氮气(N2)、氩气(Ar)和二氧化碳(CO2)三种气体分别以52%、40%、8%的比例混合而成的一种灭火剂 -
 二氧化碳气体灭火系统
二氧化碳气体灭火系统:二氧化碳气体灭火系统由瓶架、灭火剂瓶组、泄漏检测装置、容器阀、金属软管、单向阀(灭火剂管)、集流管、安全泄漏装置、选择阀、信号反馈装置、灭火剂输送管、喷嘴、驱动气体瓶组、电磁驱动
二氧化碳气体灭火系统
二氧化碳气体灭火系统:二氧化碳气体灭火系统由瓶架、灭火剂瓶组、泄漏检测装置、容器阀、金属软管、单向阀(灭火剂管)、集流管、安全泄漏装置、选择阀、信号反馈装置、灭火剂输送管、喷嘴、驱动气体瓶组、电磁驱动 -
 七氟丙烷灭火系统
七氟丙烷(HFC—227ea)灭火系统是一种高效能的灭火设备,其灭火剂HFC—ea是一种无色、无味、低毒性、绝缘性好、无二次污染的气体,对大气臭氧层的耗损潜能值(ODP)为零,是卤代烷1211、130
七氟丙烷灭火系统
七氟丙烷(HFC—227ea)灭火系统是一种高效能的灭火设备,其灭火剂HFC—ea是一种无色、无味、低毒性、绝缘性好、无二次污染的气体,对大气臭氧层的耗损潜能值(ODP)为零,是卤代烷1211、130 -
 手提式干粉灭火器
手提式干粉灭火器适灭火时,可手提或肩扛灭火器快速奔赴火场,在距燃烧处5米左右,放下灭火器。如在室外,应选择在上风方向喷射。使用的干粉灭火器若是外挂式储压式的,操作者应一手紧握喷枪、另一手提起储气瓶上的
手提式干粉灭火器
手提式干粉灭火器适灭火时,可手提或肩扛灭火器快速奔赴火场,在距燃烧处5米左右,放下灭火器。如在室外,应选择在上风方向喷射。使用的干粉灭火器若是外挂式储压式的,操作者应一手紧握喷枪、另一手提起储气瓶上的
